

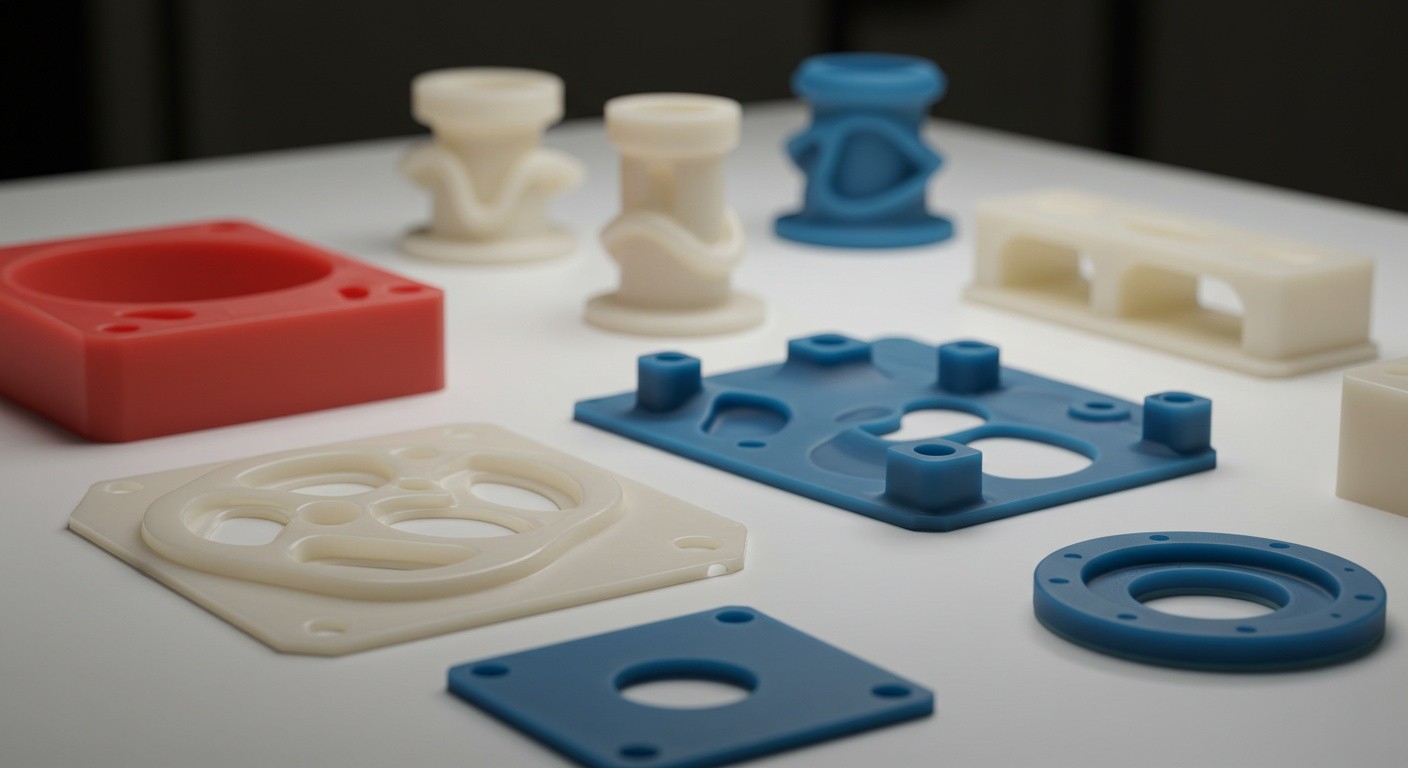
Комплексный подход к разработке и выпуску пластиковых изделий. Мы создаём индивидуальные решения с учётом требований к форме, материалу и функциональности, обеспечивая точность и долговечность готовых деталей.
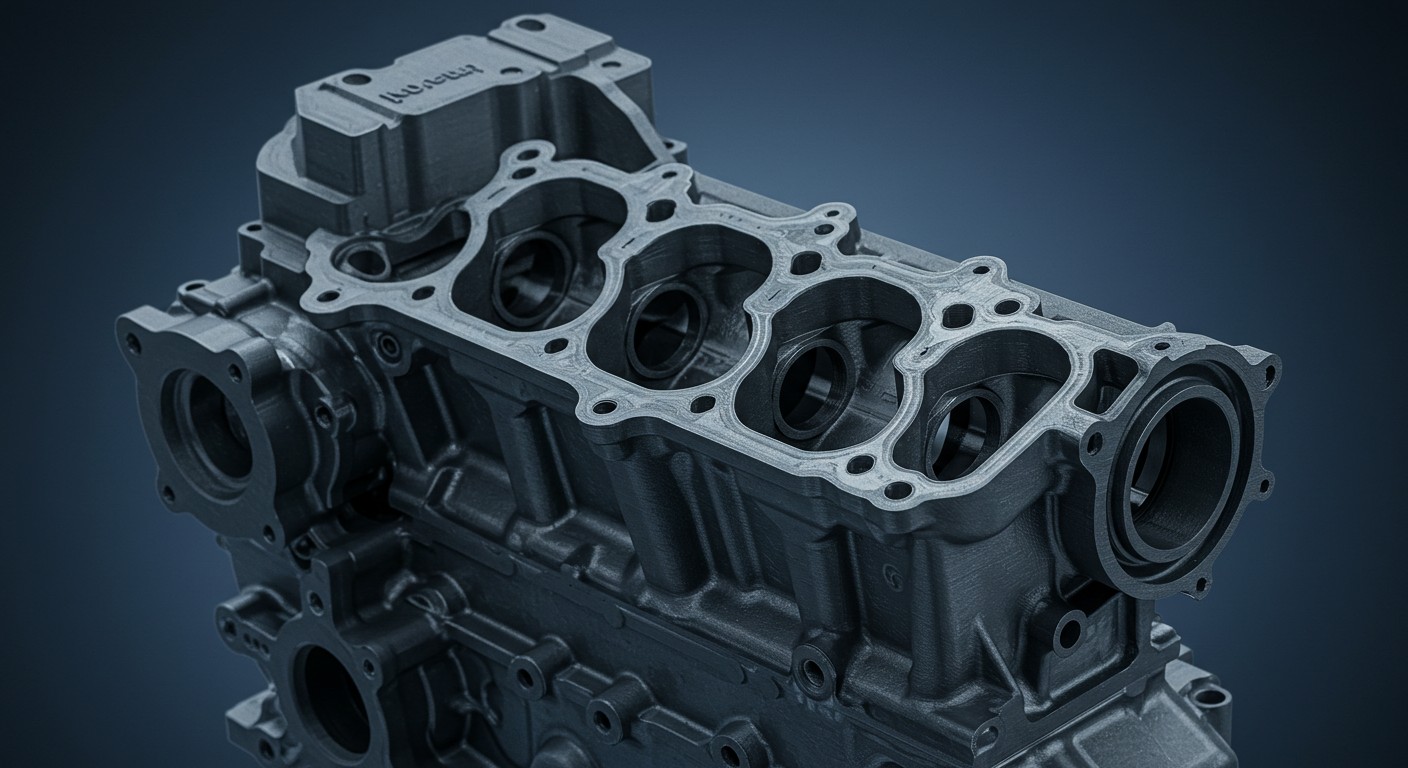
Современные технологии литья под давлением и последующей обработки позволяют нам производить изделия любой сложности. Мы гарантируем высокое качество поверхности, точные размеры и соответствие промышленным стандартам.
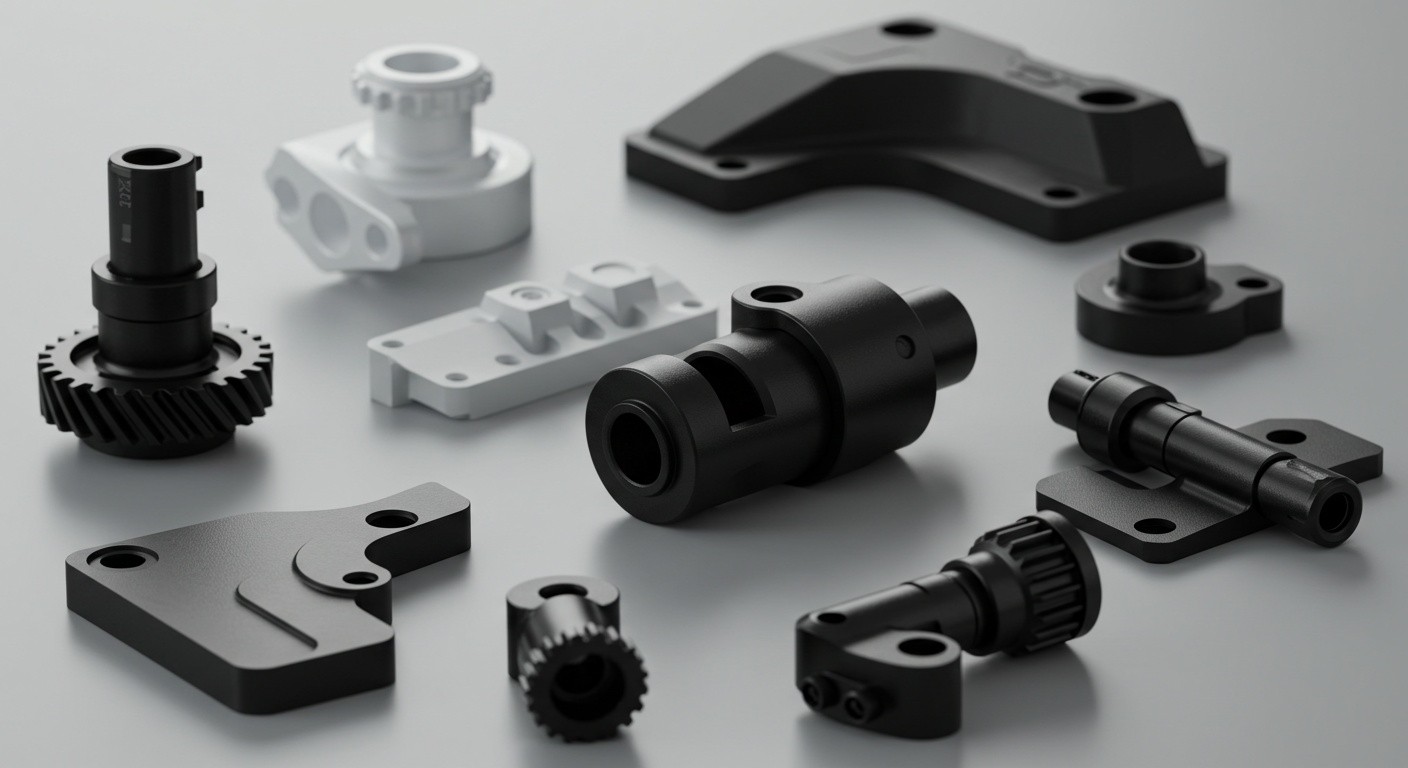
Изготовление корпусов, крышек, панелей и других элементов для электроники, техники и оборудования. При необходимости выполняем сборку и подгонку изделий, обеспечивая полную готовность к использованию.
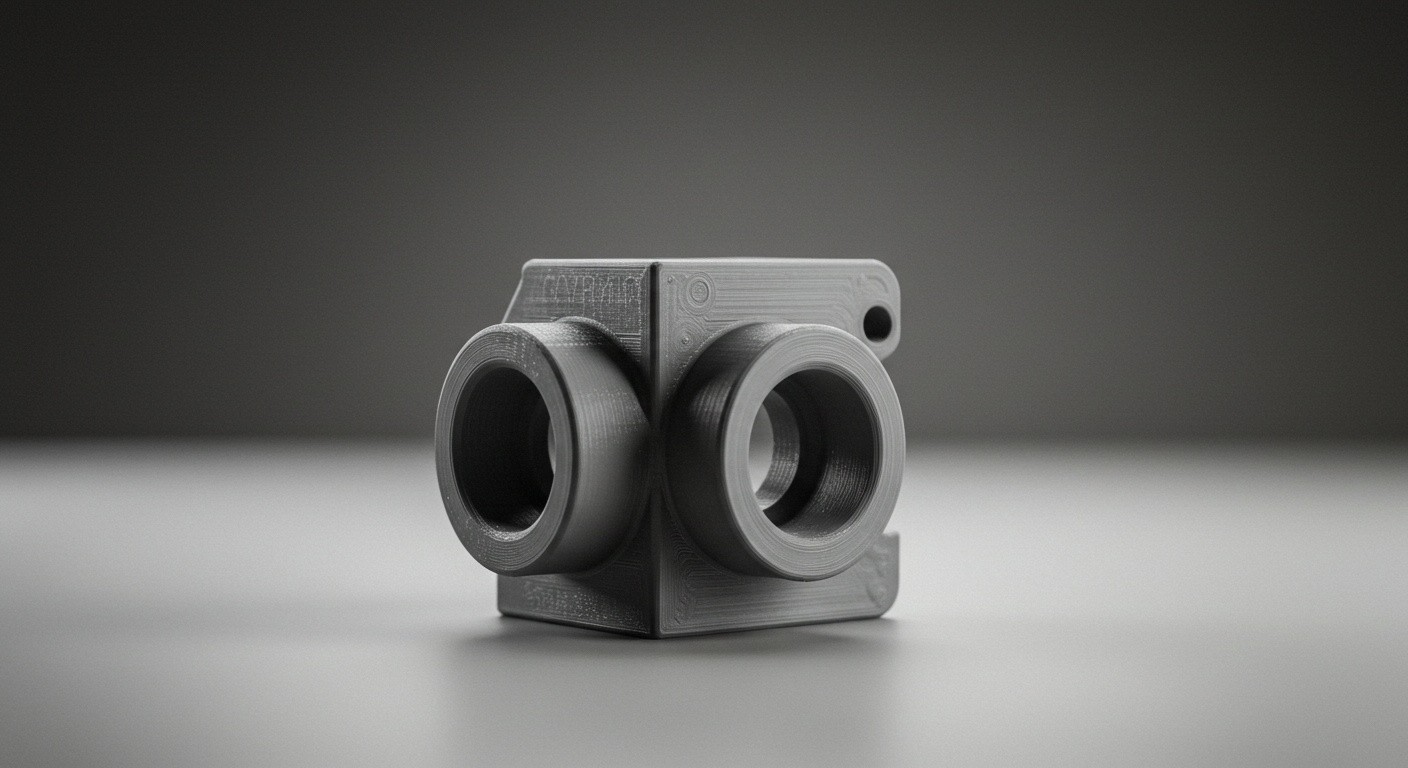
3D-моделирование — ключевой этап в проектировании корпусов, деталей и комплектующих. Оно позволяет заранее увидеть изделие, проверить его геометрию и функциональность, а также внести изменения до запуска в производство.
С помощью современного ПО мы создаём точные цифровые модели, которые помогают оптимизировать конструкцию, снизить издержки и сократить сроки изготовления. Клиент получает полное представление о будущем изделии и уверенность в результате.
Цена зависит от сложности формы, объёма партии и выбранного материала. Мы предлагаем прозрачный расчёт, учитывающий все этапы: от 3D-моделирования и литья до постобработки и сборки.
Благодаря современному оборудованию и грамотной организации процессов мы гарантируем оптимальное соотношение цены и качества, а также подбираем решения под конкретные задачи и бюджет клиента.
Мы реализуем проекты «под ключ» — от разработки модели и подготовки пресс-формы до литья и контроля качества готовых изделий. Используем проверенные материалы и современные технологии, чтобы гарантировать точность и долговечность продукции.
Человек в команде
Довольных клиентов


Современные технологии 3D-моделирования, литьё под давлением, механическая обработка и сборка позволяют нам воплощать проекты любой сложности. Мы создаём изделия, которые сочетают надёжность, функциональность и современный дизайн.
Наша цель — комплексный подход: от идеи до серийного производства, создавая пластиковые решения, которые служат долго и работают безотказно.
Выполненных проектов
Отработанных часов оборудования
Наша команда опытных специалистов выполняет полный цикл работ по изготовлению пластиковых изделий: от 3D-моделирования и разработки пресс-форм до литья, постобработки и сборки. Мы используем современное оборудование и надёжные материалы, что позволяет выпускать продукцию с высокой точностью и долговечностью.
Каждый проект мы прорабатываем индивидуально, чтобы обеспечить оптимальное сочетание качества, функциональности и стоимости.
Сроки производства зависят от сложности изделия, партии и выбранной технологии.
Мы понимаем важность сроков, поэтому тщательно планируем каждый этап и согласовываем его с заказчиком. Современное оборудование и профессионализм команды позволяют нам выполнять заказы в установленные сроки без компромиссов в качестве.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}